Heute habe ich zuerst den Verfahrstrom der Servos von 25% auf 50% der Maximalleistung erhöht.
Beim Verfahren mit den neuen Einstellungen trat eine Anomalie auf, für die ich noch eine Testsoftware schreiben muß.
Darum kümmere ich mich allerdings später.
Ich habe dann erst mal den Staubsauger angeschlossen, einen Fräser eingespannt, und bin zu den ersten Test übergegangen.
Ich bin total verblüfft von den Ergebnissen. 1A mit Sternchen.
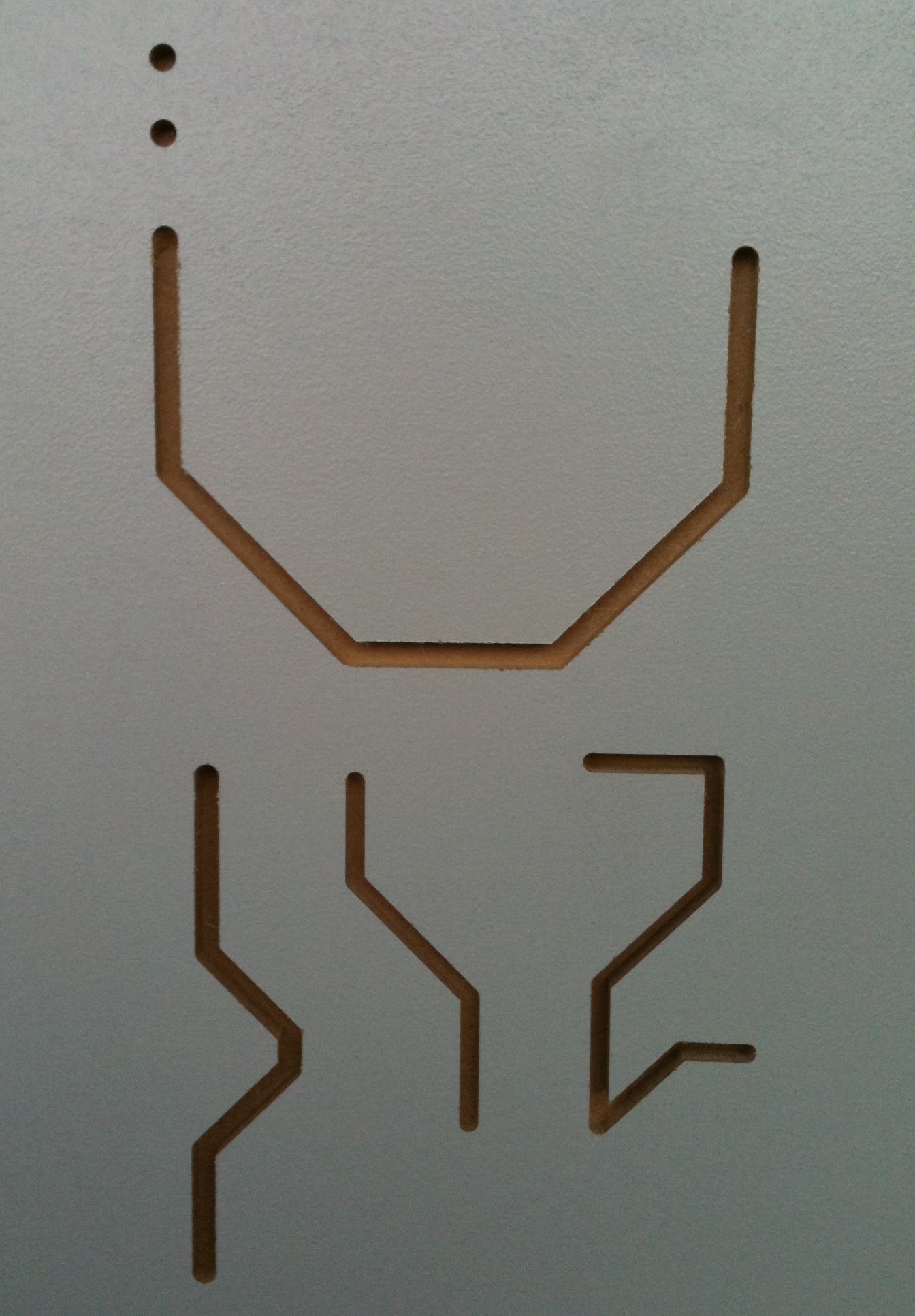
Erster Test:
4mm 4-Schneider, Eintauchtiefe 4mm in Leimholzplatte

Zweiter Test:
4mm Löcher bohren in lackierte MDF-Platte oben links
4mm 4-Schneider, Eintauchtiefe 4mm mitte
4mm 4-Schneider, Eintauchtiefe 6mm unten links
3mm 4-Schneider, Eintauchtiefe 4mm unten mitte
3mm 4-Schneider, Eintauchtiefe 6mm unten rechts
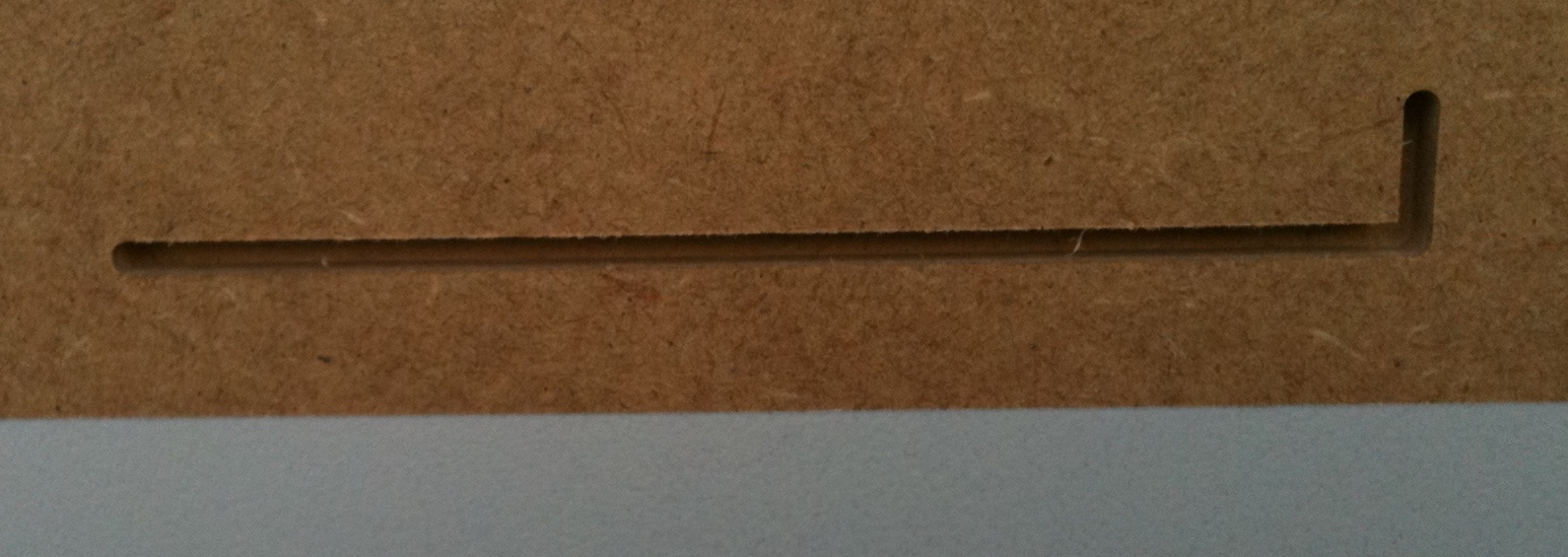
Dritter Test:
3mm 4-Schneider, Eintauchtiefe 6mm in MDF-Platte
Verfahrrichtungen wurden im Handmodus gewählt.
Und was mich am meisten begeistert hat, es gab kein Flöckchen Staub!
Gruß Steffen
3 Gedanken zu „CNC Projekt“
Schreibe einen Kommentar
Du musst angemeldet sein, um einen Kommentar abzugeben.
Oha, sauberer „Schnitt“!
Wie schnell bist du verfahren?
Hm, das schwer zu beantworten.
Manuelle Vorwahl im Handmodus, laut Logfile zwischen 16 und 22 ms für 0,1mm.
Für meinen Geschmack etwas zu schnell, gleichdem das der Fräser ohne merkliche Schwierigkeiten durch ging wie durch Butter, und die Werkstücke nicht geklemmt und nur durch die Andruckplatte gehalten wurden.
Wären ca. 300mm/min wenn ich mich nicht verrechnet habe.
Vorschubwerte kann ich erst im PC-Modus festlegen. Dazu muß ich aber erst noch diverse Werte (timings) ermitteln, neue Optionen in meine Software einbauen die Basti mir im Kommunikationsprotokoll liefert usw.
Achso, Drehzahl 25k