Da ich mit meiner Fräse unter anderem auch Beschriften will, habe ich nach einer Lösung gesucht, wie ich normale Windows Fonts über Koordinaten „Zeichnen“ kann.
Dabei bin ich auf diversen Seiten über etwas interresantes gestolpert.
TrueType Schriftarten bestehen aus Koordinaten, die über Splines verbunden sind.
Nachdem ich bei Microsoft auf eine Spec gestoßen bin, in der erklärt wurde, wie das genau funktionieren soll, mußte ich erst mal Basti mit ins Boot holen.
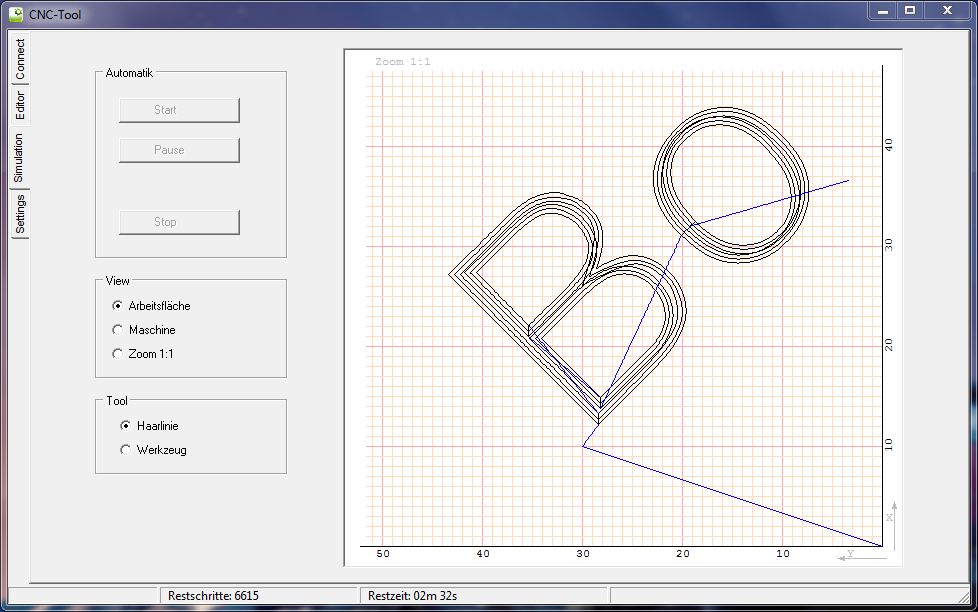
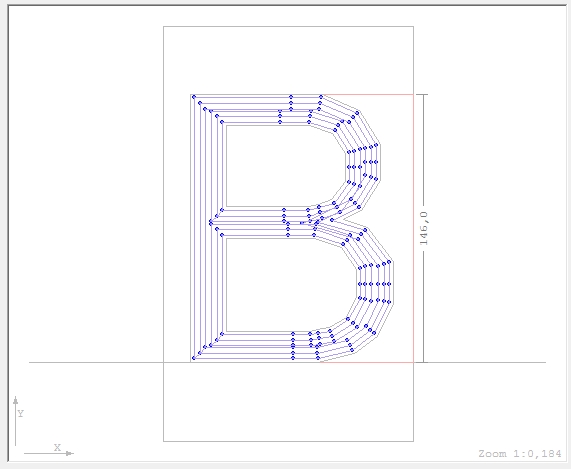
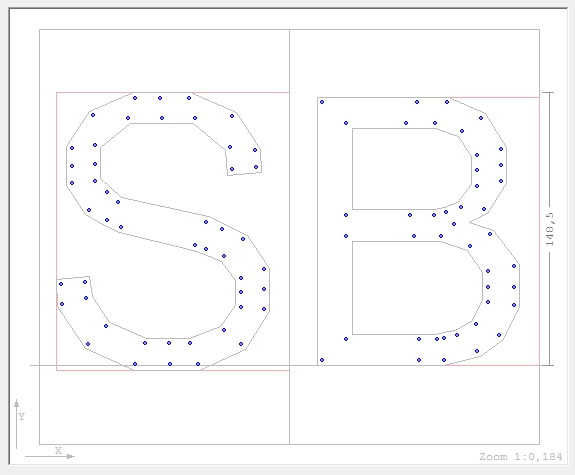
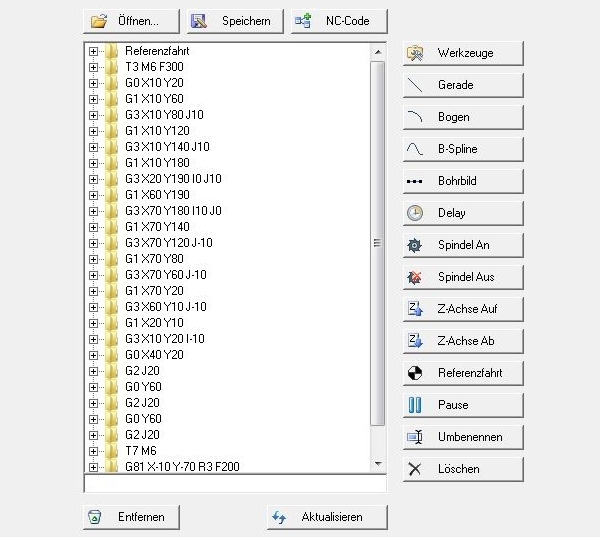
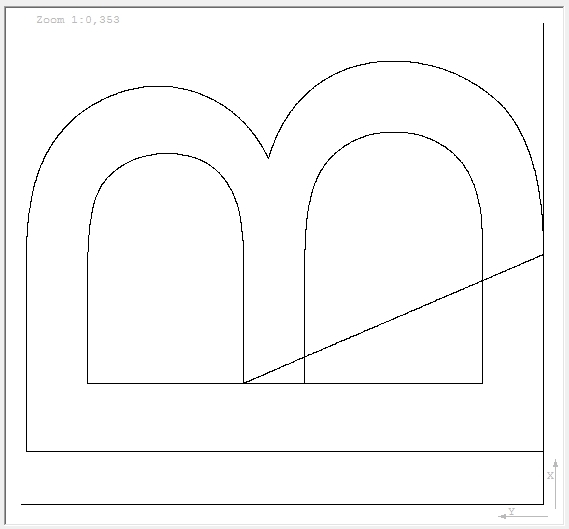
Mit seiner Hilfe und einem Tag diskutieren und Kopf zerbrechen, hatte ich die erste verwendbare Datei. Durch manuelles editieren des in XML dargestellten Codes, konnte ich mit dem G-Code Tool meiner Fräsensoftware schonmal die Koordinatenpunkte darstellen.
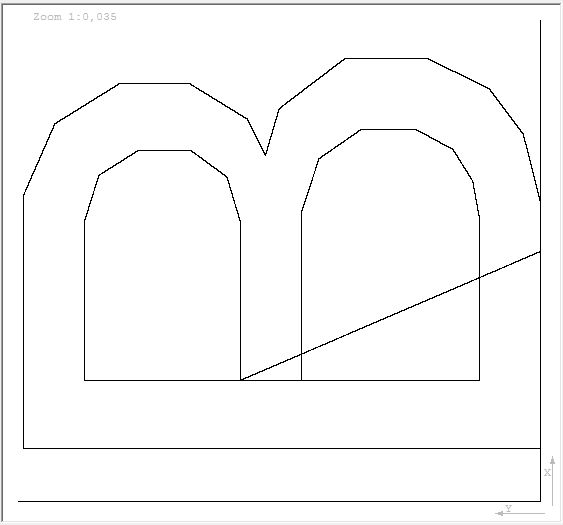
Ich habe zum Testen ein B verwendet.
Das verbinden der Koordinaten war ein Kinderspiel. Das nutzen der Koordinaten, um sie über Splines zu verbinden wiederum, hat mir einiges abverlangt. Man kann keine 3 nicht linear angebrachte Punkte über eine Spline verbinden und bekommt eine Gerade heraus.
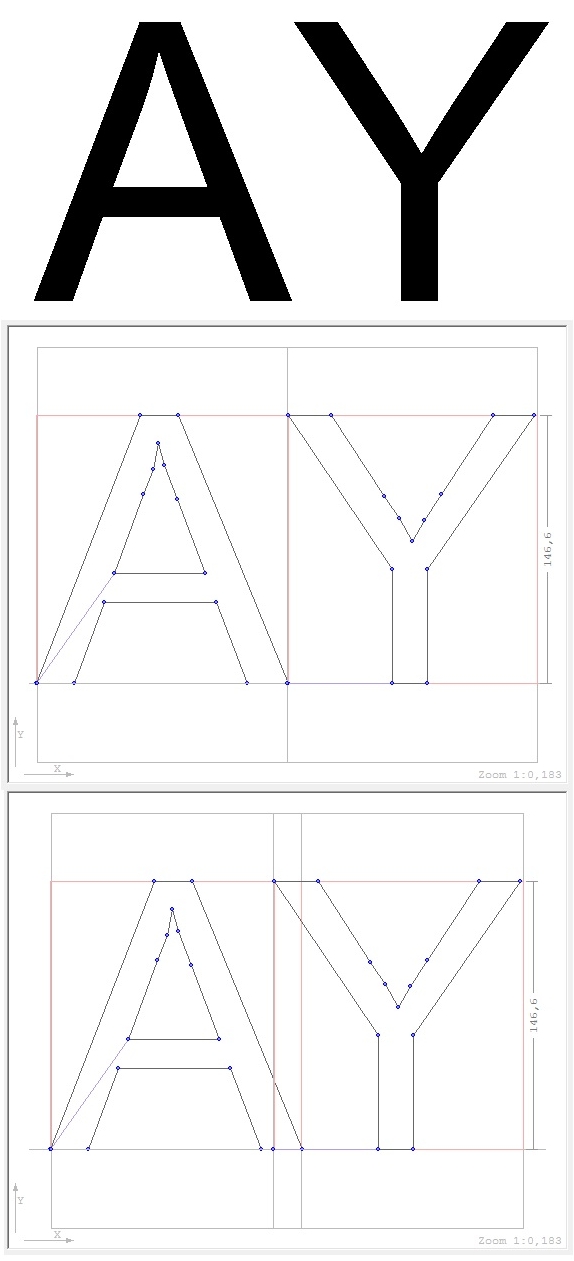
Inzwischen allerdings habe ich schon die ersten erfolgreichen Tests hinter mich gebracht.
Allerdings stand nun eine andere Herausforderung vor der Tür.
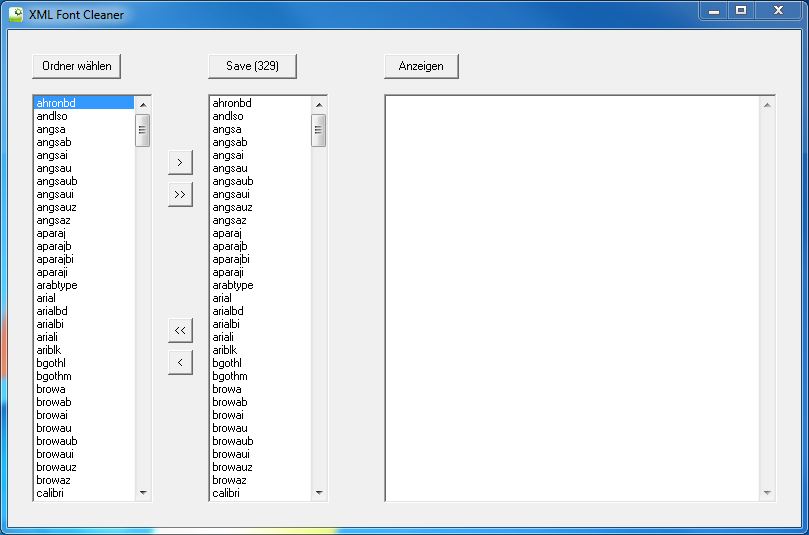
Basti hat mir 2 Gigabyte an TrueType Fonts gegeben. Die Dateien sind mir viel zu wuchtig, um sie in meiner Fräsensoftware abzulegen. Hierzu habe ich ein Programm erstellt, um die Dateien abzuspecken und als XML zu speichern.
Nun nachdem die Fonts eine angenehme Größe aufweisen, gehts daran, eine Funktion in meine Fräsensoftware einzubauen, mit der ich die Fonts auswählen, skalieren und rotieren kann, um sie per Knopfdruck ins CNC Programm einzufügen.